
There is a problem with the product, sometimes it is not a problem of research and development. There have been cases where the equipment for the domestically developed areas above the middle level is exported to Colombia because of its good use in the country, but there are frequent failures there. The altitude of the above developed areas is relatively low, so in high altitude areas, the airtightness of the equipment is challenged, the pressure difference between the inside and outside of the equipment increases, and the leakage rate increases.
Only low altitude was considered when the project was launched, so the design of the other people was okay. Your boss just asked for it. Whoever decides to export this model to Colombia will be the culprit. He raised the objection, he is simply the biggest sinner. After all, sales executives ca n’t be forgiven if they do n’t understand technology, and the vice president of technology is incompetent.
Product reliability is "the ability to perform specified functions under specified time and conditions." Readers must savor this definition carefully, know everything, and see who can get more knowledge when they define this definition. The conditions at the site of use often exceed the prescribed conditions, and this excess is likely to be implicit.
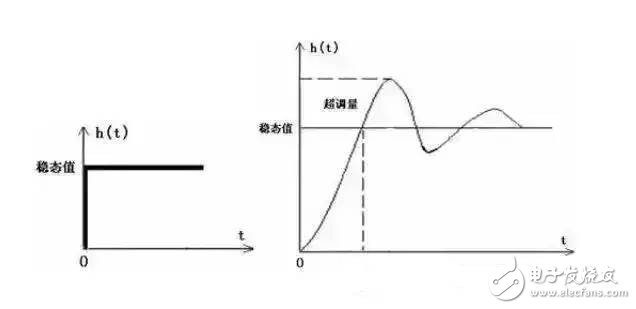
The introduction of "A Curve Affecting Product Reliability and Social Harmony" can illustrate the content of this figure.
Anyone who derates will be like a picture, anyone will, but not everyone can survive by painting. A brief summary:
1. Devices with the same function but different processes have different derating factors;
2. The derating coefficients of adjustable devices and fixed value devices are different;
3. Different load and different derating factors;
4. The derating coefficients of the conductors of the same specification are different in multi-turn and single-turn applications;
5. Some parameters cannot be derated;
6. The junction temperature derating cannot be omitted.
Why is device damage often referred to as "burning"? The reason is that most of the device failures are thermal failures. The device ambient temperature ≠the whole machine ambient temperature. The device environment is affected by the heat dissipation of other devices in the chassis. The general device ambient temperature is higher than the whole machine ambient temperature.
Myth 5: Electronic reliability has nothing to do with mechanical and software majors Installation, wiring, layout, spraying treatment will affect electrical performance;
Electromagnetic compatibility, virtual welding, heat dissipation, vibration and noise, corrosion, and grounding are all related to the structure;
The software's error prevention, error detection, error correction, and fault tolerance measures can avoid mechanical and electronic defects.
When making a design, you must get the Datasheets of all the devices, then read all the graphical charts and parameters on it, and finally establish a connection with these curves in the design.
Myth 7: Repairability has nothing to do with meWhat is the purpose of electronic product reliability work? Is to make money. What does it take to make money? Open source and throttling, open source is difficult, and throttling is easy, don't always think about saving on material costs, material costs, and maintenance costs are high, from early death to late death, sooner or later, or why not? Could it be better to die early and give birth early. The best way is to pay attention to maintainability and save this part of the cost. This is a real profit.
Misunderstanding 8: Poor process control is not a good craftsman Poor process control is not just a problem for process personnel. This is a value chain construction process. The requirements of the design engineer for the device, the selection of the manufacturer of the procurement engineer, and the control content of the inspection link should design the key indicators of the device, the detection method should not introduce the failure mechanism and damage of the component, and the assembly link should not introduce damage (wave peak Welding furnace temperature control, anti-static treatment of manual welding table, etc.), the factory inspection link should check the part of the device parameter drift that may cause product failure, and the maintenance link should not introduce failure.
As can be seen from the above, which two process engineers can guarantee the problem can be guaranteed. Therefore, it is concluded that the specific approach is to establish consistency. The premise of consistency is that designers provide sufficient and primary and secondary technical information. The process is only based on design drawings and design documents to ensure that manufacturing reliability is infinitely close to design reliability.
MTBF is a macro and statistical concept, and a single machine failure is a micro and specific concept. Customers like to ask a question "The MTBF value of your product is 10000 hours, then I will buy your one. Will it be a problem within 10000h?" This is a concept of Guan Gong and Qin Qiong who is more powerful, let me Speaking of their conversion relationship, would you first tell me whether it is 1km or 1kg?
Myth 10: Reliability problems can be solved by strengthening testing Since this question can be ranked as one of the top ten misunderstandings, its definition is naturally wrong. There are three conclusions:
1. Some problems cannot be detected at all through simulation test experiments;
2. Test means = engineering calculation + specification review + simulation test + electronic simulation;
3. The corresponding low-temperature working time cannot be calculated through the results of the temperature enhancement test.
Manual Hydraulic Valve Remote Control Device
The manual valve remote control device consists of a fixed manual hydraulic pump, a hydraulic driver and a butterfly valve. The device takes a single valve as the remote control operation object, and has the characteristics of compact structure, simple operation, convenient operation and maintenance, etc. It is suitable for remote opening and closing control of special position valves in oil tankers, chemical tankers, oil platforms and other ships.
marine Controls device,Manual hydraulic valve remote control device size,black marine controls device
Taizhou Jiabo Instrument Technology Co., Ltd. , https://www.taizhoujbcbyq.com