
In the past few years, supply chain executives in all industries have developed digital strategies. They are actively adopting integration technologies, including the Internet of Things (IoT) based on mobile, collaboration and cloud platform technologies. They are constantly applying predictive analytics to all supply chain processes, including asset, inventory, fleet and energy management processes. They are also actively using robots and drones to further automate digital manufacturing, customer service and distribution.
In today's cognitive era, these digital operations practices are constantly being strengthened by the role of artificial intelligence (AI). When combined with advanced automation, thinking and learning capabilities, the supply chain can be trained to enhance human decision-making and take operational excellence to a whole new level.

 
Future scenes portrayed in sci-fi movies and literary works have become a reality, and robots are now pushing automation and instrumentation in learning supply chains. A new wave of technology-artificial intelligence (AI) understands the massive operational data streams from a wide range of devices and cloud applications. This technology also applies advanced mathematics to create products, processes and systems that are adaptable and learning.
In 2010, we foreseen these rapid developments, which we called the future smart supply chain. We predict that a smart supply chain needs to have the following characteristics:
Materialization. Information created in the past by humans will increasingly be machine-generated - sensors, RFID tags, meters, actuators, GPS, and more. Inventory will be automatically counted. Containers can self-test their internal cargo. If the tray is sent to the wrong place, it will be reported automatically.
Interconnected. The entire supply chain will be integrated – not only in the general sense of customers, suppliers and IT systems, but also in the components, products and other smart tools used to monitor the supply chain. This broad interoperability will support collaborative planning and decision making for global supply chain networks.
Intelligent. Supply chain decisions will also become smarter. Advanced analysis and modeling techniques will help decision makers better analyze a range of extremely complex and variable risks and constraints to evaluate alternatives. Intelligent systems can even make decisions automatically – improving responsiveness and reducing human intervention. "In less than a decade, our predictions have come true.
Adaptive robots can act on IoT device information and massively structured and unstructured data for learning and decision making. The Natural Language Processing (NLP) tool understands the human language and responds to it. Predictive analysis can be applied to demand response, inventory and network optimization, preventive maintenance, and digital manufacturing. Search and pattern recognition algorithms - not only predictive, but also hierarchical - analyze real-time data to help the supply chain respond to ever-increasing machine-generated information, providing immediate visibility and transparency.
Bob Stoffel, senior vice president of engineering, strategy and supply chain operations at UPS, said: "When we talk about supply chain visibility, it's not just about the visibility of your own supply chain. It also includes visibility in partners. This will enable more collaborative decision making for the needs of customers. This is both a science (such as management technology) and an art (such as using information and indicators to gain a competitive advantage)."
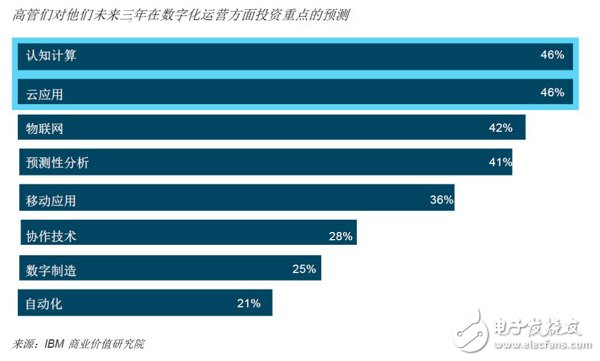
Artificial intelligence has become an indispensable element of supply chain innovation transformation. Forty-six percent of supply chain executives expect artificial intelligence, cognitive computing and cloud applications to be their focus on digital operations in the next three years.
To better understand the impact of artificial intelligence and cognitive computing solutions on supply chain and operations, we surveyed executives across a wide range of industries and regions. We interviewed more than 1,600 Chief Operating Officer (COO), Chief Supply Chain Officer (CSCO), and product development executives, procurement executives, and manufacturing executives to understand their current views on artificial intelligence, cognitive computing, and priority tasks. And the value they expect to achieve.
Our research shows that COOs and CSCOs are actively reshaping business models, strategies and technical capabilities. They are firmly committed to helping CEOs identify agile business models and collaborate with CMOs to support marketing strategies, while also investing heavily and actively exploring new ways to optimize supply chain operations.
â– More than half of the top-performing companies in the supply chain executives said they will focus on cognitive computing or cloud computing in the next three years. â– 86% of responding supply chain executives said that cognitive computing will transform their Demand Planning and Forecasting Capabilities â– 92% Manufacturing executives with outstanding performances indicate that artificial intelligence and cognitive computing will enhance their performance in production planning. Pioneering companies are applying these artificial intelligence and cognitive technologies to their products and In daily operations. Some companies have already ushered in a better future; others are just embarking on this journey.
Based on our global research data, we identify more than 700 outstanding companies (12% of the total sample) and their financial performance is superior to other companies. These companies are spread across multiple industries, with annual revenue growth and profit growth of more than 5% over the past three years. We rank public sector companies based on effectiveness and efficiency.
88% of executives with outstanding performance pointed out that artificial intelligence is the general trend of the industry. Of these respondents, 95% of the outstanding companies see artificial intelligence as a core element of their innovative success.
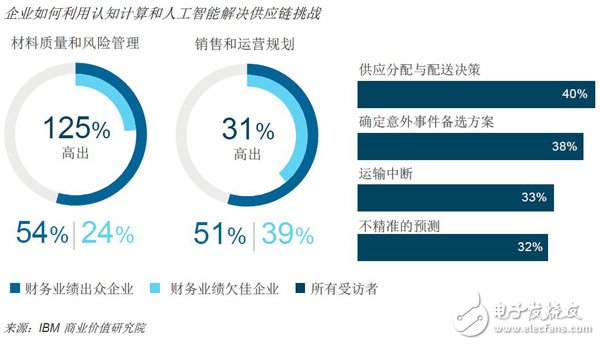
COOs and CSCOs are hoping for artificial intelligence and cognitive computing to address many of their end-to-end supply chain process challenges, while companies with superior financial performance invest more in artificial intelligence. The most common application scenarios for these technologies are material quality, preventive maintenance, and risk management from supply to production to customer supply.
Machine learning has gradually evolved into the mainstream of the operational technology portfolio. Baseline forecasts for new products help determine new product launches and marketing plans. When used to detect demand signals, artificial intelligence can determine variable demand behaviors, optimize inventory levels and replenishment plans, and support continuous cycle product lifecycle management.
The last collaborative decision process is sales and operations planning. Companies can apply artificial intelligence to sales and operations planning and other large supply chain data pools to manage demand fluctuations, supply constraints, production schedules, and dynamic distribution issues. Artificial intelligence can enhance human interaction by allocating resources, manpowering, and scheduling processes.
The machine learning function uses algorithms to process massive operational data sources, explore relevant insights, track and predict supply chain disruptions, and help gain a deeper understanding of day-to-day operations. These features also suggest alternative action plans for incidents and disruptions. Combined with weather data and operational data, potential problems can be predicted and alerts can be sent to transport and logistics service personnel based on recommended action plans.
In terms of manufacturing, collaborative robots equipped with artificial intelligence software can “see†their work environment and move around the collaboratively working humans in a safe manner during the production process.
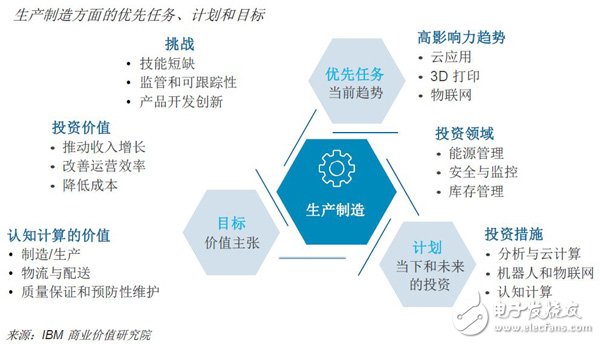
In our research, we present a range of different issues for the priorities, plans, and goals of the application of artificial intelligence in three different levels of supply chain.
â– Product Development â– Purchasing â– Production Priorities represent business and competitive challenges and the latest trends that affect the company's operations. The plan is the technology, process and personnel investment plan that the company is undertaking and plans to launch in the next three years. Goals represent those measures that focus on intelligence, and executives prioritize these measures to maximize investment returns.

Executives from all walks of life face many challenges in delivering the right product to the right customers at the right time. In order to bring innovative products to market, they need to overcome the challenge of combining new technology capabilities such as IoT, drones and robotics with enterprise cloud applications. Many product development executives are trying to embed cognitive computing capabilities into their products and operations. Cognitive computing can support product development, market analysis, and product manufacturing.
Identifying difficult problems with image processing models Experts know that it takes a long, trained eye to find the problem at the top of the mobile phone tower. At altitudes of a few hundred feet, the problem may be cable wear, a slight corrosion of the bracket, or an error in any of the many potential warning signs. A Dutch drone manufacturer sees the combination of the Internet of Things and cognitive computing as a good opportunity to develop new features for tower top detection. The company's new product uses a trained image processing model to identify anomalies in high-definition images captured by drone camera cameras. These intelligent drones help minimize high-risk tower top incidents, reduce costs, and increase service reliability.

The Chief Procurement Officer (CPO) is concerned with maintaining healthy operations of the global supply chain network. They are facing increasing regulatory and security risk pressures while also transforming their operating models to achieve revenue growth. But within their companies, a large amount of data is buried in internal contracts and trading systems; externally, massive amounts of valuable data are in the hands of regulators, and this data can be used to gain deeper procurement insights. Using cognitive computing capabilities to parse unstructured data (such as news feeds and social networks) can increase understanding of supply risk scores and supplier performance.
CPOs said that their three key technology investment areas for the next three years will be cognitive computing, cloud computing and predictive data analysis. Further, more than one-third of CPOs will undergo supply chain management transformations through these investments during this period. They are looking to use the “source-to-settlement†process to process transactions securely and in real time, while improving the application of predictive analytics in global inventory optimization. We have found that access to the visibility, insight and understanding of the procurement and supply functions is critical for many industries, especially the manufacturing and distribution industries.
The expected returns on these investments include operational efficiency gains, revenue growth and operational model transformation. Cognitive technology can provide the full visibility needed to help gain real insight into supply chain disruptions and risks. After the understanding ability is improved, the procurement professional can predict the abnormal event and arrange the plan in advance. In fact, 40% of CPOs expect Cognitive Computing to bring more value in risk mitigation, cost analysis, global logistics and distribution.
Cognitive Purchasing Capabilities Support Optimizing Supply Chains The importance of efficient and low-cost supply chains to contract manufacturing companies cannot be overstated. An electronics contract manufacturing service provider in the United States understands that to drive procurement experts to make more decisions based on data-driven, smart methods are needed to treat all suppliers—not just large suppliers. This means solving the real-world problem - the procurement staff has no time to mine and analyze the massive data and pricing details about thousands of small supplier relationships - just as important as the supplier relationship itself.
So the company developed an artificial intelligence solution that provides one-stop, meticulous management of all supplier relationships. The solution integrates and visualizes a variety of different unstructured data inside and outside the company to help experts quickly make accurate decisions. By gaining the same fine-grained insights into all supplier relationships, the company takes supply chain capabilities to a whole new level.
Executives in the manufacturing industry are working hard with product development colleagues to bring innovative products to market and drive growth and profitability. They quickly implemented basic IoT and cloud technologies and made great use of automation technologies such as adaptive robotics. Now, the industry is actively adopting a new generation of automated innovations – using artificial intelligence to make production decisions in real time.
For example, in automotive production, when a sensor finds a defect, it feeds the data back to the cloud production application, and the application immediately requests that the defective component be removed from the production line and replaced with the scheduled spare component.
Filling the gap in the public transport sector with self-driving buses that can talk to passengers In order to extend their public transport vehicles to areas with low levels of traditional public transport services, the company has developed a new on-demand vehicle that can talk to passengers Destination, boarding advice, etc. With collaborative design, the manufacturer has developed a small, efficient vehicle that can automatically drive and communicate with passengers. To make the car "vibrant", the company has integrated more than 30 onboard sensors. The IoT solution understands and responds to massive amounts of data from these sensors and feeds back information to these vehicles during operation. Passengers can make service requests through the mobile app and can also talk directly to the vehicle. When the vehicle explores the best route options, provides advice on local attractions, and understands the preferences of each passenger, the passenger's communication content can become a navigation decision and dialogue interaction.
As automation technology receives more and more attention and investment from COOs and CSCOs, the journey of artificial intelligence and cognitive computing has also moved forward. Automation technologies include software robots such as application programming interfaces (APIs), algorithms, and mechanical robots. The latest is adaptive robots - smart machines connected to the cognitive IoT - that can be used to help create personalized products and services, improve operations, reduce costs and increase efficiency.
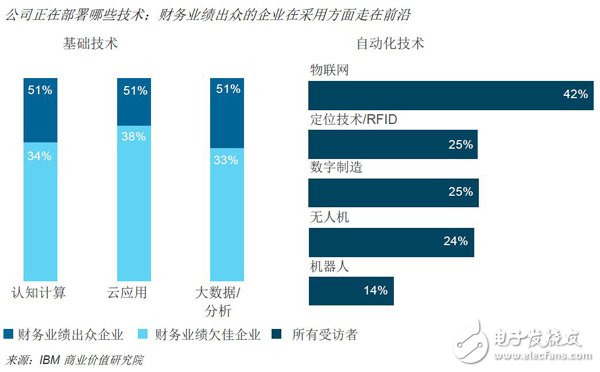
When combined with a more powerful IoT ecosystem, adaptive robots can learn from other connected devices and regularly improve their actions. In order to reform the supply chain, companies with outstanding financial performance continue to increase investment in basic technologies while continuing to invest in automation technology.
Cognitive services support the liberation of hands and liberation of productivity An advanced headset manufacturer in Germany has seen an opportunity to simultaneously improve its own consumer products and increase worker productivity. The company integrates services from the cognitive IoT platform into new products, enabling workers to use simple verbal commands to gather complex information and conduct targeted communications to help them complete difficult tasks. This technology supports communication without human intervention, helping workers maintain productivity levels while acquiring the technology and learning information they need.
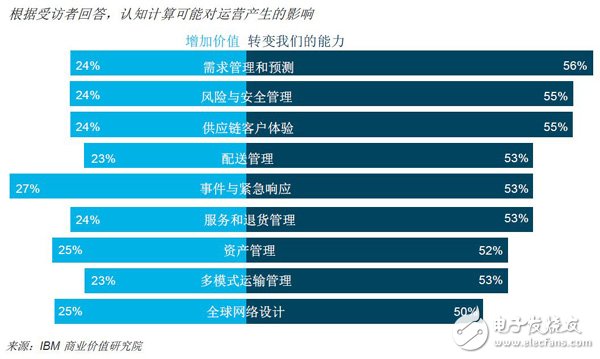
Artificial intelligence and cognitive computing have improved the management level of all links in the supply chain to varying degrees. In the current application scenario, the most conspicuous is the application of automation technology in event and emergency response, asset management and global network design - all in order to achieve proactive predictive responsiveness. But in the near future, operational executives will develop a series of major plans to fully transform their capabilities in demand, risk and security management, and customer experience, which also validates a customer-centric view of the future.
The above success stories demonstrate the application of artificial intelligence to further realize the potential value and innovation opportunities that can be brought about by the automation of equipment and operational processes. In short, pioneering leaders are building smarter operations to achieve the following goals:
■Increase revenues and break into new markets ■Improve operational efficiency and agility ■Increase innovation and gain competitive advantage Over the past few decades, we have transformed our supply chain processes from a “perceived and responsive†model to a “predictive and action†model. The supply chain now has the ability to sense, understand, respond and learn. Artificial intelligence is a next-generation supply chain management tool that will support unparalleled operational excellence.
The road to a successful cognitive or learning supply chain seems to be long, and it will be frustrating at first glance. This journey, like most journeys, requires strategic planning to execute the plan based on the roadmap to achieve value. We have developed a set of action plans by collaborating with companies that have successfully implemented digital transformations across industries around the world and investigating their path to change.
Future Outlook Based on the description of the companies with the best financial performance and the highest operational executives, we understand how important it is to integrate business strategy with operational models. But many companies lack clear strategic visions and plans for digital operations. Our analysis shows that most economically strong companies follow the transformation roadmap.
The roadmap should include a plan that includes many innovations and startup projects. Imagine a workshop that uses design thinking to understand consumers, customers, and colleagues through brainstorming sessions and visualized operational use cases. In addition, ensure that these measures are consistent with the target operating model and ecosystem strategy.
Examples of supply chain use cases using artificial intelligence may include:
â– Commitment: Use real-time customer needs and environmental data to better align the commitment date, actual date and required date.
â– Shelf strategy: Combine machine data, space and location data, and existing product data with interconnected materials to optimize inventory reserve rules and strategies.
â– Production route determination: Enhance advanced process control (APC) by using machine data, energy consumption, customer segmentation, demand and sales activity data to rank and schedule production processes and routes, and respond quickly to market changes when necessary.
â– Safety stock planning: Use other independent system information from suppliers and customers to more carefully optimize safety stock levels.
Use the agile development method to create prototypes based on use cases. Improve your ability to continue building and deploying IoT products and operational control devices supported by enterprise cloud applications for real-time insights. Clearly articulate impact and business use cases. In addition, a scorecard is developed to monitor the prototype implementation process.
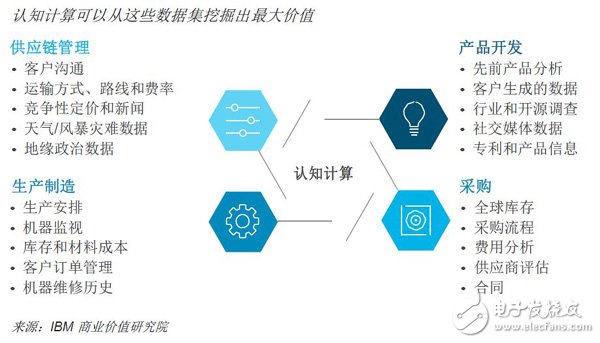
Data - everything starts with data. Develop a data strategy that locks in the data needed to address operational issues identified in the use cases. Identify the right data set to solve the challenge. We learned which of the most important data sets based on the responses of executives in different positions.
Weather and other unstructured data can now be automatically analyzed to provide insights and even action plans. For example, a British construction management company uses cognitive IoT solutions to help customers predict weather conditions, remotely adjust their building systems, reduce heating costs by up to 50%, and reduce field visits by 90%.
This work is inherently versatile, and digital technology has a major bearing on this. Companies and organizations will need employees with digital problem-solving skills to improve performance and innovation to drive growth, growth and success in a highly competitive market. Basic computing techniques and mathematical background form the basis of most artificial intelligence solutions. Commonly used knowledge and skill sets include:
■Different levels of mathematical knowledge, including probability, statistics, algebra, calculus, logic and algorithms ■Bayesian network or graphical modeling, including neural networks ■Physics, engineering and robotics ■Computer science, programming languages ​​and coding ■Cognitive Science Theory In addition, understanding the differences between data analysis and machine learning engineering is also very important. Data analysis usually focuses on communication - diagrams, patterns, and visual effects - presenting these to humans for practical insights. The end result of machine learning engineering is software that runs efficiently, and the audience is usually other software components that can run automatically, with minimal or no human intervention. Practical intelligence can be transformed into decisions made by machines, and these machines can affect the performance of a product or service.
Many companies in this article say they interact with Cognitive Competence Centers (CCoCs) to help build awareness, develop skills, build best practices, and develop communication plans to deploy their artificial intelligence and cognitive projects more efficiently. The Cognitive Competency Center is a shared services department in the enterprise that provides expertise in cognitive technology and cognitive applications. Its ultimate goal is to support the roadmap, communicate artificial intelligence and cognitive agendas, and drive a better supply chain.
Galvanized aircraft cable
Main construction: 7x7 1/16" to 1/4"
7x19 3/32" to 3/8"
Surface: galvanized, PVC-coated, stainless, balck treated
Packing: 10000ft,5000ft,2500ft per reel or as per customer's request
galv. wire rope, GAC, MIL-83420,Steel Wire Rope,Galvanized Wire Rope,Galvanized Steel Wire Rope,Galvanized Aircraft Cable
ROYAL RANGE INTERNATIONAL TRADING CO., LTD , https://www.royalrangelgs.com